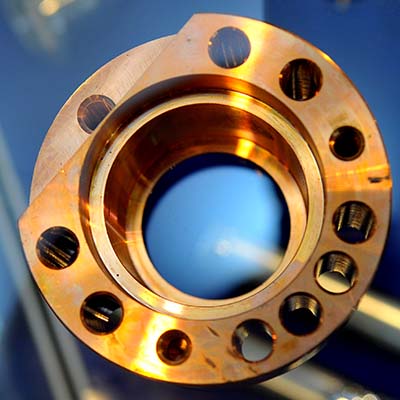
L’usinage permet de parachever des zones de la pièce ébauchée de fonderie ou de matriçage pour obtenir des cotes précises, des états de surface et des taraudages. L’avantage de partir d’une pièce ébauchée est de limiter cette reprise d’usinage aux points importants et d’optimiser les couts de fabrication. Au-delà de ces opérations de reprise, le gain sur la matière mise en œuvre peut suivant la forme de la pièce être très important par rapport à un usinage dans la masse.
De plus certaines matières molles et collante à l’usinage comme le cuivre (Cua1) étant plus difficilement usinable, rend l’ébauche de matriçage très intéressae permet de parachever des zones de la pièce ébauchée de fonderie ou de matriçage pour obtenir des cotes précises, des états de surface et des taraudages. L’avantage de partir d’une pièce ébauchée est de limiter cette reprise d’usinage aux points importants et d’optimiser les couts de fabrication. Au-delà de ces opérations de reprise, le gain sur la matière mise en œuvre peut suivant la forme de la pièce être très important par rapport à un usinage dans la masse.
De plus certaines matières molles et collante à l’usinage comme le cuivre (Cua1) étant plus difficilement usinable, rend l’ébauche de matriçage très intéressae permet de parachever des zones de la pièce ébauchée de fonderie ou de matriçage pour obtenir des cotes précises, des états de surface et des taraudages. L’avantage de partir d’une pièce ébauchée est de limiter cette reprise d’usinage aux points importants et d’optimiser les couts de fabrication. Au-delà de ces opérations de reprise, le gain sur la matière mise en œuvre peut suivant la forme de la pièce être très important par rapport à un usinage dans la masse.
De plus certaines matières molles et collante à l’usinage comme le cuivre (Cua1) étant plus difficilement usinable, rend l’ébauche de matriçage très intéressae permet de parachever des zones de la pièce ébauchée de fonderie ou de matriçage pour obtenir des cotes précises, des états de surface et des taraudages. L’avantage de partir d’une pièce ébauchée est de limiter cette reprise d’usinage aux points importants et d’optimiser les couts de fabrication. Au-delà de ces opérations de reprise, le gain sur la matière mise en œuvre peut suivant la forme de la pièce être très important par rapport à un usinage dans la masse.
De plus certaines matières molles et collante à l’usinage comme le cuivre (Cua1) étant plus difficilement usinable, rend l’ébauche de matriçage très intéressae permet de parachever des zones de la pièce ébauchée de fonderie ou de matriçage pour obtenir des cotes précises, des états de surface et des taraudages. L’avantage de partir d’une pièce ébauchée est de limiter cette reprise d’usinage aux points importants et d’optimiser les couts de fabrication. Au-delà de ces opérations de reprise, le gain sur la matière mise en œuvre peut suivant la forme de la pièce être très important par rapport à un usinage dans la masse.
De plus certaines matières molles et collante à l’usinage comme le cuivre (Cua1) étant plus difficilement usinable, rend l’ébauche de matriçage très intéressae permet de parachever des zones de la pièce ébauchée de fonderie ou de matriçage pour obtenir des cotes précises, des états de surface et des taraudages. L’avantage de partir d’une pièce ébauchée est de limiter cette reprise d’usinage aux points importants et d’optimiser les couts de fabrication. Au-delà de ces opérations de reprise, le gain sur la matière mise en œuvre peut suivant la forme de la pièce être très important par rapport à un usinage dans la masse.
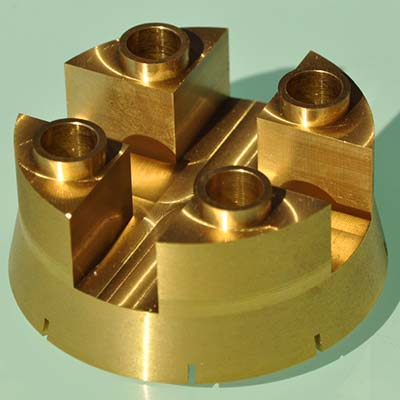
De plus certaines matières molles et collante à l’usinage comme le cuivre (Cua1) étant plus difficilement usinable, rend l’ébauche de matriçage très intéressante.
 Certaines techniques de fonderie permettent une précision plus ou moins grande. Ainsi la fonderie sable est moins précise que la fonderie coquille qui elle-même moins précise que la fonderie sous-pression.
Certaines techniques de fonderie permettent une précision plus ou moins grande. Ainsi la fonderie sable est moins précise que la fonderie coquille qui elle-même moins précise que la fonderie sous-pression.
Pour les productions de pièces en séries, nous proposons deuxe permet de parachever des zones de la pièce ébauchée de fonderie ou de matriçage pour obtenir des cotes précises, des états de surface et des taraudages. L’avantage de partir d’une pièce ébauchée est de limiter cette reprise d’usinage aux points importants et d’optimiser les couts de fabrication. Au-delà de ces opérations de reprise, le gain sur la matière mise en œuvre peut suivant la forme de la pièce être très important par rapport à un usinage dans la masse.
De plus certaines matières molles et collante à l’usinage comme le cuivre (Cua1) étant plus difficilement usinable, rend l’ébauche de matriçage très intéressae permet de parachever des zones de la pièce ébauchée de fonderie ou de matriçage pour obtenir des cotes précises, des états de surface et des taraudages. L’avantage de partir d’une pièce ébauchée est de limiter cette reprise d’usinage aux points importants et d’optimiser les couts de fabrication. Au-delà de ces opérations de reprise, le gain sur la matière mise en œuvre peut suivant la forme de la pièce être très important par rapport à un usinage dans la masse.
De plus certaines matières molles et collante à l’usinage comme le cuivre (Cua1) étant plus difficilement usinable, rend l’ébauche de matriçage très intéressae permet de parachever des zones de la pièce ébauchée de fonderie ou de matriçage pour obtenir des cotes précises, des états de surface et des taraudages. L’avantage de partir d’une pièce ébauchée est de limiter cette reprise d’usinage aux points importants et d’optimiser les couts de fabrication. Au-delà de ces opérations de reprise, le gain sur la matière mise en œuvre peut suivant la forme de la pièce être très important par rapport à un usinage dans la masse.
De plus certaines matières molles et collante à l’usinage comme le cuivre (Cua1) étant plus difficilement usinable, rend l’ébauche de matriçage très intéressae permet de parachever des zones de la pièce ébauchée de fonderie ou de matriçage pour obtenir des cotes précises, des états de surface et des taraudages. L’avantage de partir d’une pièce ébauchée est de limiter cette reprise d’usinage aux points importants et d’optimiser les couts de fabrication. Au-delà de ces opérations de reprise, le gain sur la matière mise en œuvre peut suivant la forme de la pièce être très important par rapport à un usinage dans la masse.
De plus certaines matières molles et collante à l’usinage comme le cuivre (Cua1) étant plus difficilement usinable, rend l’ébauche de matriçage très intéressa types d’usinage :
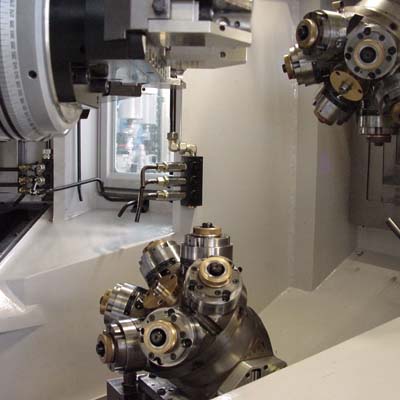
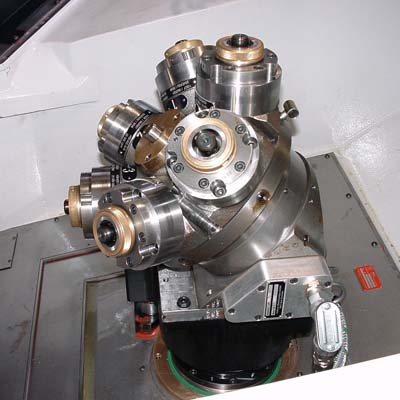
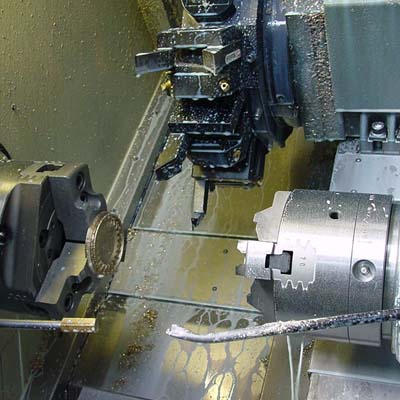
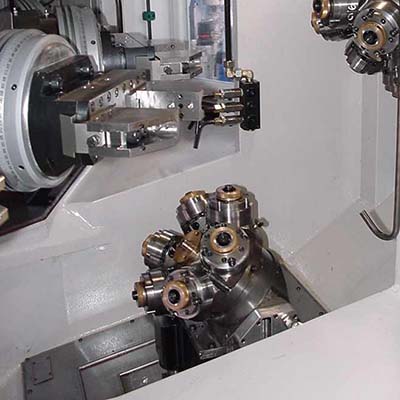
L’usinage numérique classique avec une succession d’opération de tournage et de fraisage pour les petites et moyennes séries.
Pour les grandes séries, l’usinage transfert avec des machines du même nom ou plusieurs opérations sont faites en un seul passage des pièces. Ce type d’usinage permet de ne pas perdre les références de positionnement de la pièce pour les différentes opérations.
Imprimer
E-mail