Matriçage à chaud des laitons et des bronzes
Caractéristiques du laiton matricé
- Le laiton matricé offre de meilleures caractéristiques mécaniques que la fonderie laiton
- Le matriçage permet des déformations très importantes, affine le grain de départ, provoque un écrouissage, crée un fibrage linéaire favorable en améliorant considérablement les caractéristiques mécaniques
- L'utilisation : pièces mécaniques qui doivent présenter une très bonne tenue aux frottements et une excellente résistance à la corrosion
- Le laiton matricé offre l’avantage d’une excellente santé matière, bon état de surface, pas de porosité, étanchéité parfaite permettant un polissage facile et de nombreux revêtements de surface tel que le nickelage, le chromage, l’étamage, le vernissage, la peinture
- Le laiton offre aussi une très bonne résistance à la corrosion
- Le recyclage du laiton est facile et économique, favorable à l’environnement
Les différentes familles de laiton de matriçage
Laitons standards avec environ 60% de cuivre, bonne ductilité pour le matriçage
Utilisés en mécanique, hydraulique, chauffage, distribution de l’eau et des gaz
Famille Standard
Laitons standard avec environ 60% de cuivre, bonne ductilité pour le matriçage
Utilisés en mécanique, hydraulique, chauffage distribution de l'eau et des gaz
Famille HR
Laitons haute résistance, excellentes caractéristiques mécaniques pour pièces en mouvement
Utilisés pour serrures, brides, paliers mécaniques
Famille cupro-aluminium
Laitons avec aluminium, couramment appelé bronze d’alu, excellentes caractéristiques mécaniques, bonne aptitude aux frottements, très bonne résistance à la corrosion marine

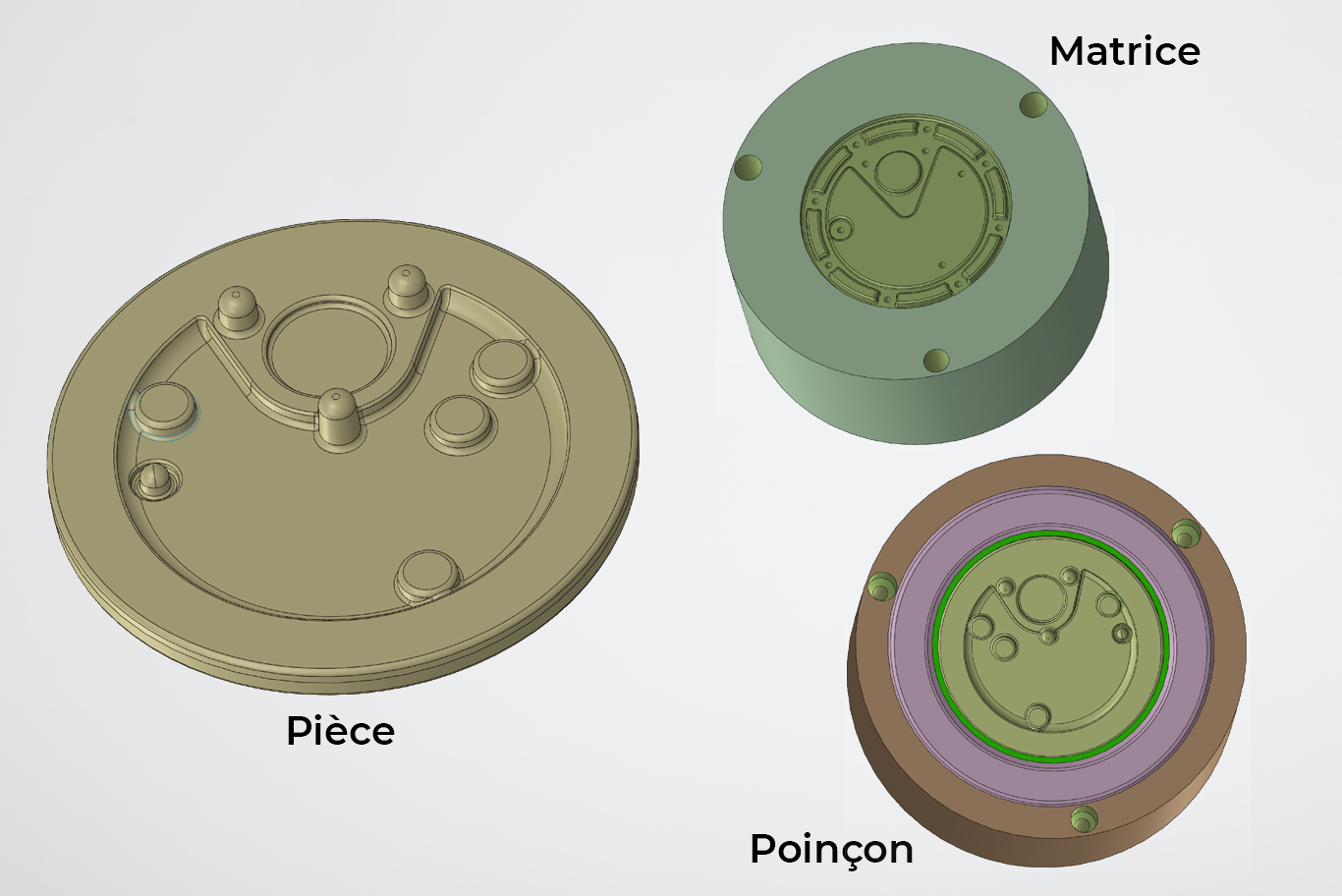
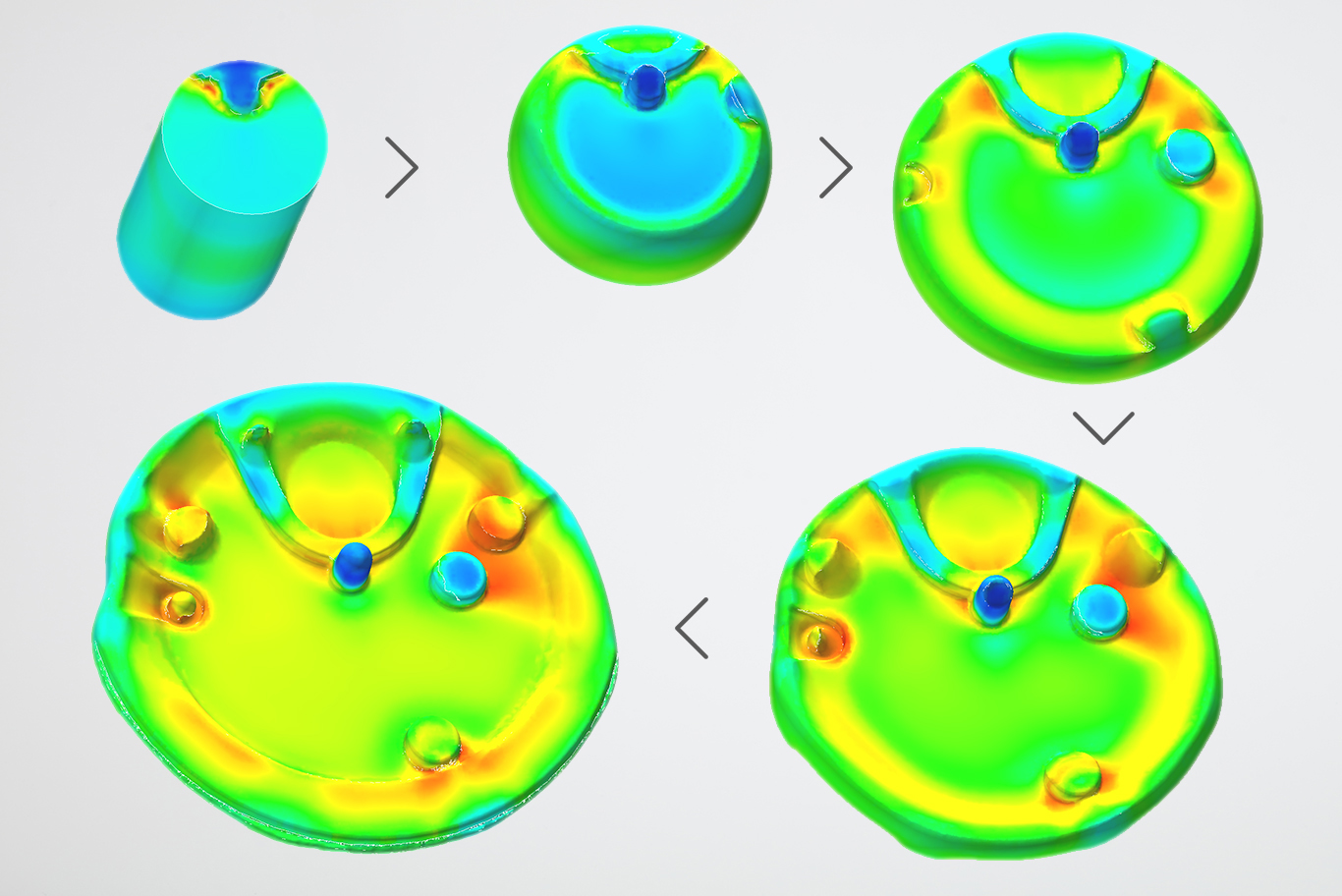
![]() Voir une vidéo de la simulation de matriçage laiton
Voir une vidéo de la simulation de matriçage laiton
![]() Voir plus en détail les caractéristiques des alliages non ferreux de Fonderie et de Matriçage
Voir plus en détail les caractéristiques des alliages non ferreux de Fonderie et de Matriçage
| Désignation selon la norme européenne EN 12165 | Densité | Etat | Rm N/mm² | Rp 0.2 N/mm2 | A% | HB | Conductivité électrique %IACS | Conductivité thermique W/(m.K) |
| CW304G (CuAl9Ni3Fe2) | 7.6 | H115 | 500 | 180 | 30 | 115 | 9 | 50 |
| CW307G (CuAl10Ni5Fe4) | 7.6 | (H222) | (800) | (500) | (17) | (222) | 7 | 42 |
| CW510L (CuZn42) | 8.4 | H070 | 350 | 140 | 15 | 70 | 31 | 139 |
| CW612N (CuZn39Pb2) | 8.4 | H070 | 350 | 140 | 15 | 70 | 27 | 117 |
| CW617N (CuZn40Pb2) | 8.4 | H070 | 350 | 140 | 15 | 70 | 27 | 117 |
| CW710R (CuZn35Ni3Mn2AlPb) | 8.3 | H100 | 440 | 180 | 10 | 100 | 11 | 50 |
| CW713R CuZn37Mn3Al2PbSi) | 8.2 | H130 | 550 | 200 | 8 | 130 | 23 | 64 |
![]() Voir plus en détail les aptitudes des alliages de Fonderie et de Matriçage
Voir plus en détail les aptitudes des alliages de Fonderie et de Matriçage
| Désignation selon la norme européenne EN 12165 | B | Matriçage | Usina-bilité | Souda-bilité | Polissage | Nickelage | Etamage | Peinture | Argenture | Anodisation | Zingage | Rés corrosion | Domaine d'utilisation |
| CW304G (CuAl9Ni3Fe2) | B | C | D | A | A | A | A | A | A | F | A | A | Connexion fluides, coussinets, robinetterie, marine, militaire |
| CW307G (CuAl10Ni5Fe4) | B | C | D | A | A | A | A | A | A | F | A | A | Connexion fluides, robinetterie, marine, militaire |
|
CW510L (CuZn42) |
A | B | B | A | A | A | A | A | A | F | A | BC | Industrie du luxe, bijouterie, maroquinerie |
| CW612N (CuZn39Pb2) | A | A | B | A | A | A | A | A | A | F | A | D | Connexion fluides, robinetterie, chauffage, appareillage électriques |
| CW617N (CuZn40Pb2) | A | A | B | A | A | A | A | A | A | F | A | D | Connexion fluides, robinetterie, chauffage, appareillages, électriques |
| CW710R (CuZn35Ni3Mn2AlPb) | A | B | E | A | A | A | A | A | A | F | A | C | Connexion fluides, marine |
| CW713R CuZn37Mn3Al2PbSi) | A | B | E | A | A | A | A | A | A | F | A | C | Connexions fluides, guides soupapes, automobile |