La fonderie sous pression
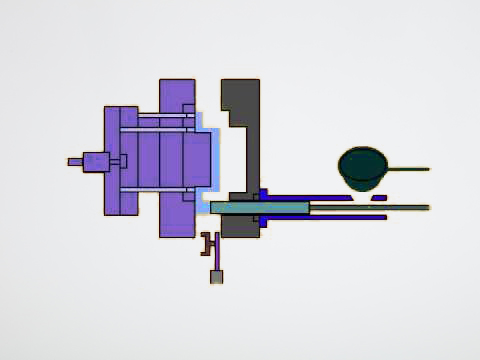
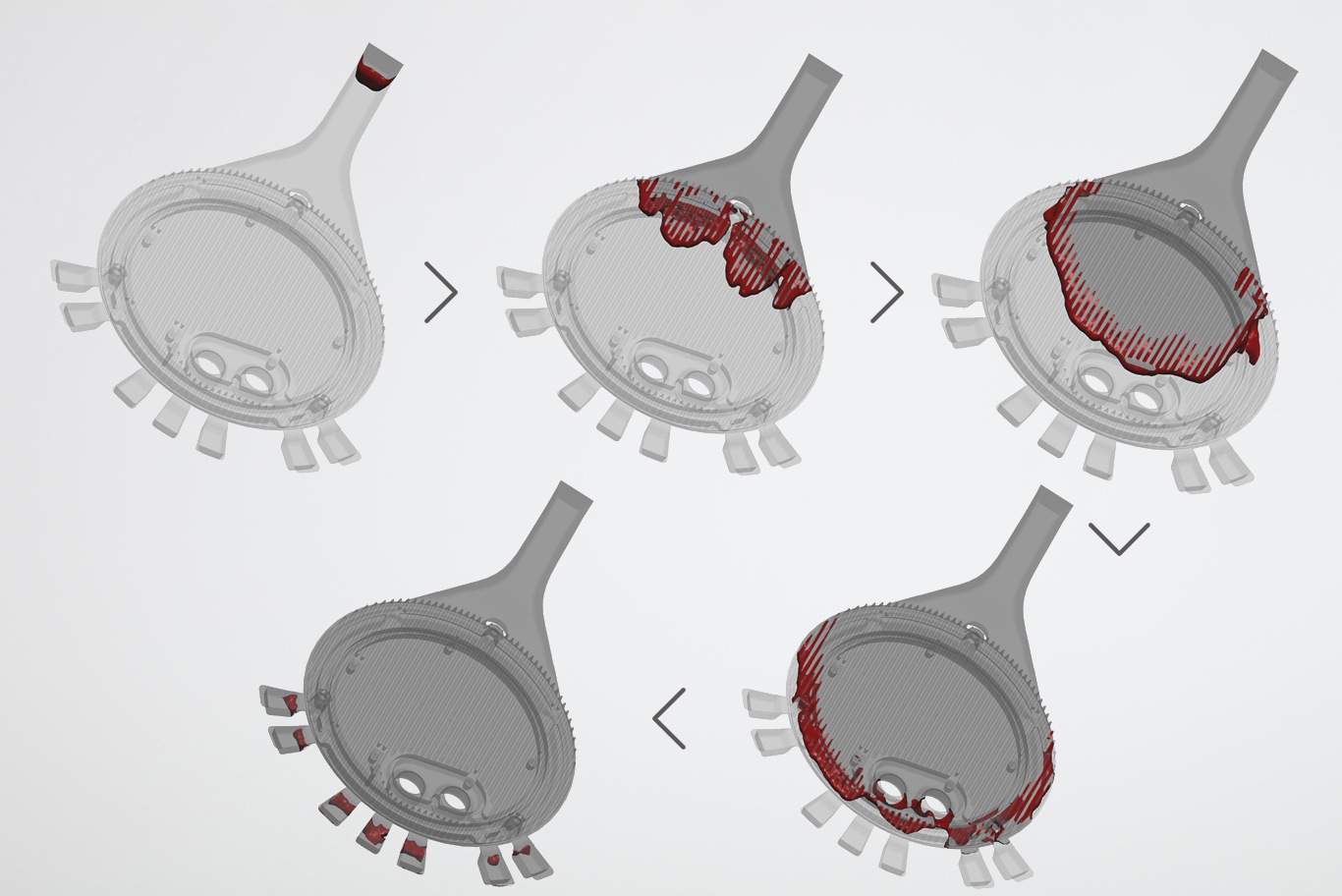
En fonderie sous pression le métal liquide en fusion est coulé dans une chambre de compression (container ou gosseneck) et est pousser par un piston (comme une seringue) dans des canaux (alimentations / runner) jusqu’aux entrées de la pièce (attaques) pour enfin remplir l’empreinte de la pièce. Les huit phases d’injection sous pression sont les suivantes :
Phase 1 : le métal en fusion est amené lentement dans les canaux d’alimentation aux portes de chaque pièce (temps entre 1 et 4 secondes).
Phase 2 : le métal est poussé rapidement et remplit la cavité de la pièce et des talons de lavage (temps de moulage sous pression entre 10 et 200 ms).
Phase 3 : la pièce est compressée avec la haute pression (pression entre 400 et 1000 bar). Le but de cette phase de pressage dans le moulage a pour but de bien remplir les parties fines de la pièce et de réduire les tailles des porosités.
Phase 4 : le métal se solidifie dans l’empreinte pendant quelques secondes.
Phase 5 : les plateaux de la presse s’ouvrent avec la pièce sur la partie mobile du moule.
Phase 6 : éjection de la pièce de la surface du moule et sortie de cette dernière de la presse.
Phase 7 : application d’un produit démoulant sur les surfaces de l’empreinte.
Phase 8 : fermeture du moule sur la presse puis démarrage du cycle suivant.
Les presses de moulage sous pression existent avec deux techniques différentes d’injection : chambre froide ou chaude. En effet, si la température de fusion du métal n’est pas trop haute comme pour les alliages de zinc (environ 400°C pour les zamak / zamac), la chambre de compression (gooseneck) peut baigner dans le bain de métal liquide. Dans ce cas, il s’agit d’une machine avec chambre chaude. 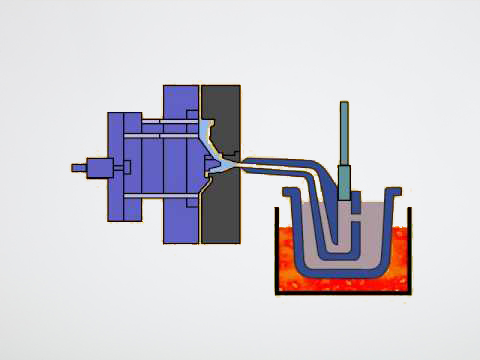 Pour les autres alliages ou la température de fusion est plus haute comme le moulage sous pression d’aluminium qui se pratique vers 700°C, la chambre (container) ne résisterait pas en étant continuellement dans le bain au contact du métal. On parle dans ce cas de chambre froide à l’extérieur du four qui est remplie à chaque coulée avant injection.
Pour les autres alliages ou la température de fusion est plus haute comme le moulage sous pression d’aluminium qui se pratique vers 700°C, la chambre (container) ne résisterait pas en étant continuellement dans le bain au contact du métal. On parle dans ce cas de chambre froide à l’extérieur du four qui est remplie à chaque coulée avant injection.