Le Matriçage à Chaud




La forge, l’estampage et le matriçage consiste à former par déformation plastique après chauffage des pièces brutes réalisées en alliages tels que les alliages d'aluminium, de cuivre, de titane, de nickel, fer, etc… La forge des aciers est appelée « estampage » alors que le « matriçage » est le forgeage des métaux non-ferreux. Ainsi, le matriçage est une opération effectuée à l'aide de deux matrices de forme qui portent en creux la surface négative de la pièce à réaliser. On présente dans l'outillage une ébauche encore solide de métal chauffée à haute température. Cette ébauche est souvent un morceau de barres rondes ou profilées sciées, appelé lopin. Celui-ci peut être aussi plus ouvragée et préparée en forge libre avec marteau pilon ou par pliage ou par une précédente opération de matriçage. Cette opération d’ébauche a une très grande importance pour le corroyage et pour l'orientation des fibres et que l'on retrouvera dans la pièce finale. Pour garantir le remplissage complet au moment du choc, le volume de l’ébauche présenté dans les matrices est supérieur à celui de la pièce finale. Le surplus de métal part en bavure dans le logement prévu à cet effet. La bavure entourant la pièce est ensuite découpée en suivant le contour de la pièce.
Pour garantir le remplissage complet au moment du choc, le volume de l’ébauche présenté dans les matrices est supérieur à celui de la pièce finale. Le surplus de métal part en bavure dans le logement prévu à cet effet. La bavure entourant la pièce est ensuite découpée en suivant le contour de la pièce. 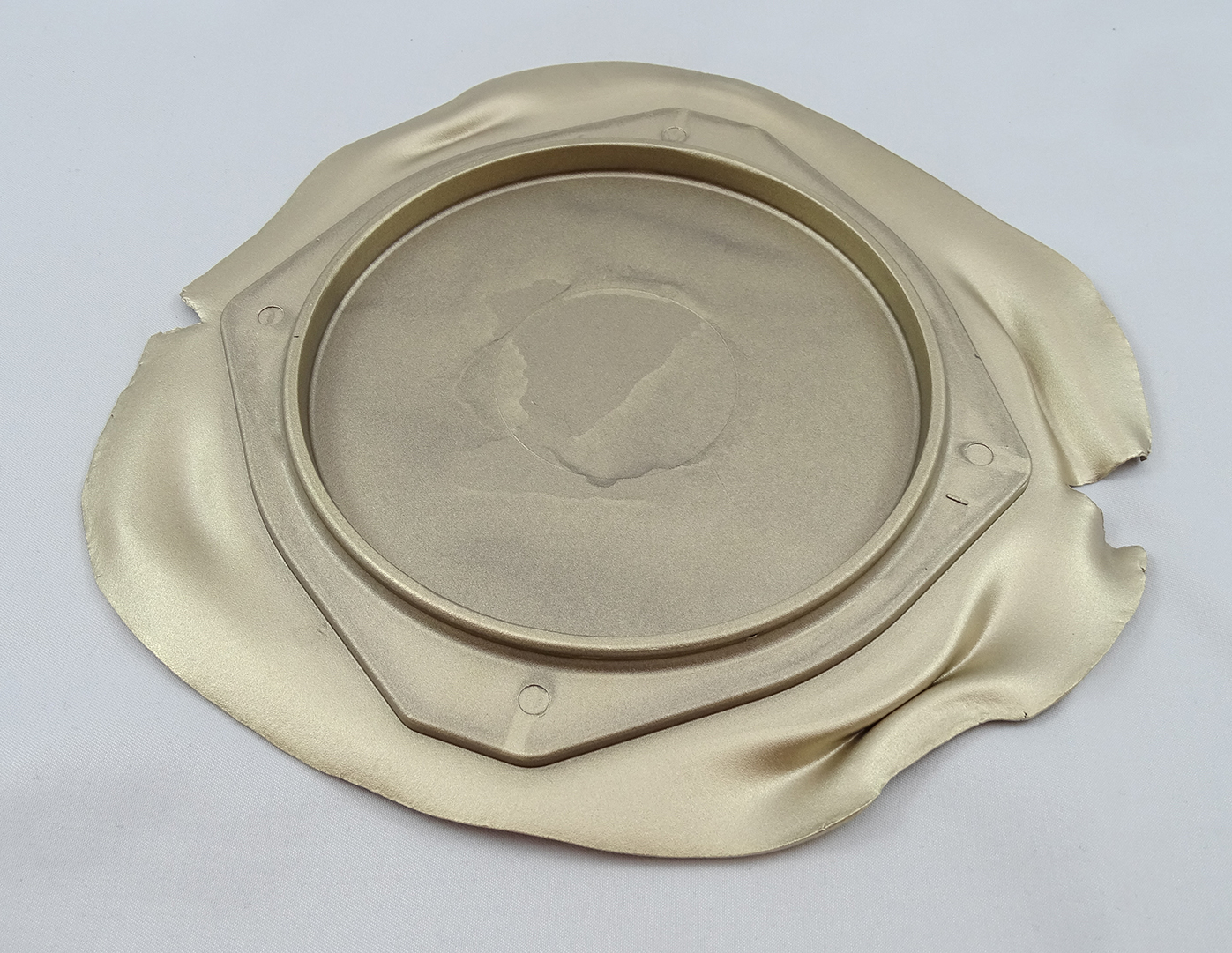 Pour favoriser le remplissage de la forme, l’épaisseur de la bavure est limitée pour induire la compression du métal dans la cavité. Après le passage de la bavure, un dégagement permet au surplus de matière de s’échapper en limitant les risques de surpression que doivent supporter les outillages.
Pour favoriser le remplissage de la forme, l’épaisseur de la bavure est limitée pour induire la compression du métal dans la cavité. Après le passage de la bavure, un dégagement permet au surplus de matière de s’échapper en limitant les risques de surpression que doivent supporter les outillages.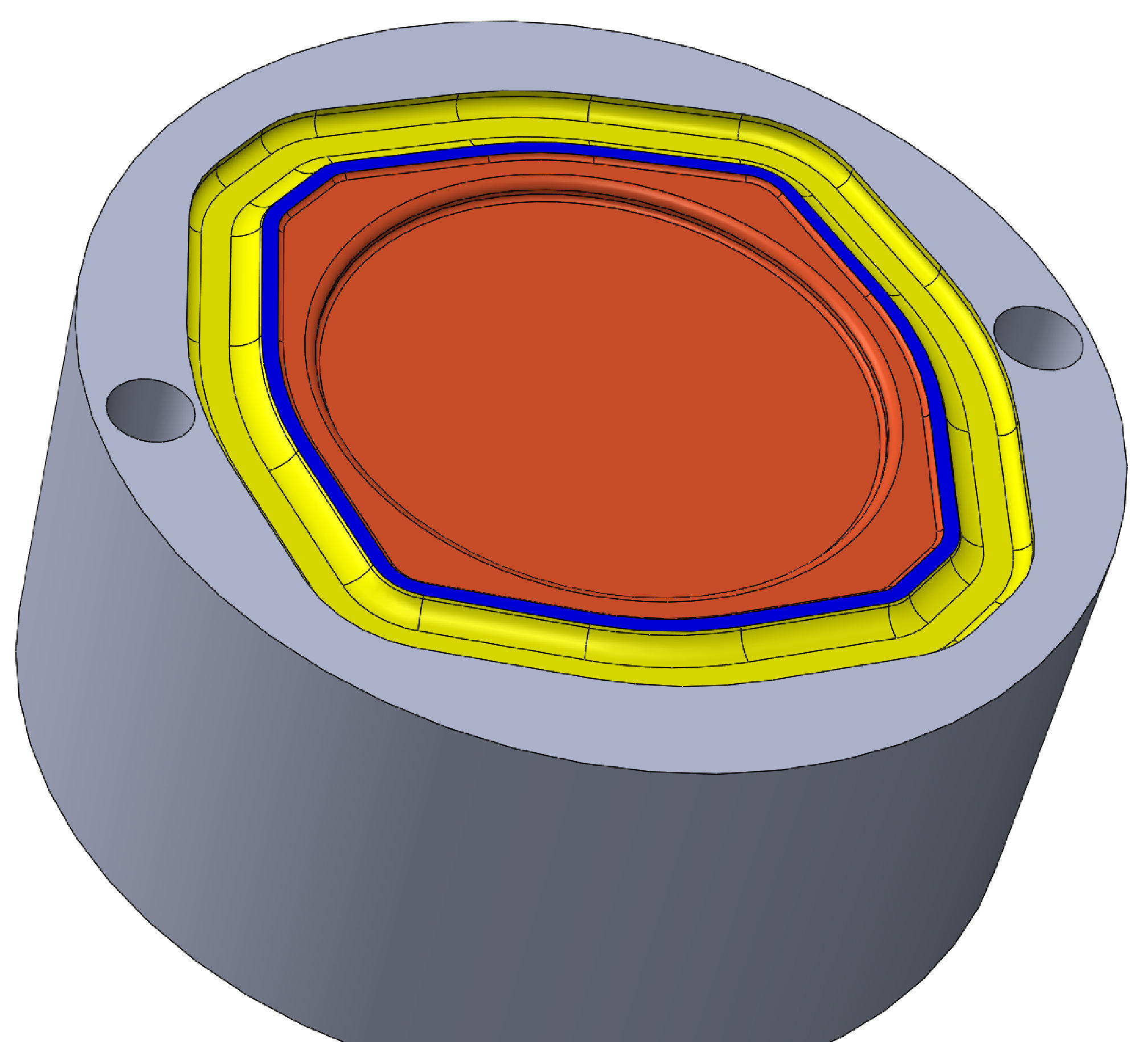 La couleur orange représente la surface de l’empreinte qui forme la pièce, le passage de bavure est en bleu, et le dégagement de bavure est en jaune.
La couleur orange représente la surface de l’empreinte qui forme la pièce, le passage de bavure est en bleu, et le dégagement de bavure est en jaune.
Les pièces matricées présentent des caractéristiques mécaniques remarquables suite aux déformations plastiques importantes et rapides que le matriçage met en jeu. Le matriçage affine la structure du grain métallurgique par écrouissage et permet un fibrage des formes. Ceci confère aux pièces matricées des caractéristiques mécaniques générales élevées avec, en particulier, une grande résistance à la fatigue et une absence de porosité.
Les principaux intérêts du matriçage face à la fonderie sont une mise en forme de la structure interne de la matière et l’absence de porosité, induisant à des caractéristiques mécaniques supérieures. La fonderie ne permet pas cette déformation interne de la matière car le métal étant rendu liquide par fusion, il perd toute forme de rangement antérieur.
Les avantages du matriçage :
- Forme approchante du produit fini qui limite l’utilisation de l’usinage en parachèvement.
- Économie de matière mise en œuvre et de temps.
- Résistance, homogénéité, précision.
- Reproductivité et fiabilité du processus de fabrication.
- Etanchéité complête permettant la circulation de fluides sous haute pression.
- État de surface sans porosité autorisant de nombreuses finitions tel que le polissage ou traitements de surface
![]() Voir plus en détail les caractéristiques des alliages non ferreux de Fonderie et de Matriçage
Voir plus en détail les caractéristiques des alliages non ferreux de Fonderie et de Matriçage
| Matière | Résistance à la corrosion | Soudage | Rivetage | Étanchéité | Usinage | Déformation | Traitement de surface | Autres |
| CuZn40Pb2 | B | B | C | A | A | A polissage A chromage A nickelage A étamage A peinture |
||
| CuZn37Mn3Al2 PbSi |
A | D | A | A chromage A nickelage A étamage |
||||
| CuAl9Ni3Fe2 | A | B | A | C | A chromage A nickelage A étamage |
B frottements | ||
| Cu-ETP | B | B | A | A | C | A argenture | ||
| Cu-Te P | B | C | B | A | B | |||
| Cu-Cr-Zr | B | B | A | C | C | |||
| AlCu4MgSi | D | C | D | A | B | C anodisation | ||
| AlCu2Mg1.5 Ni |
D | C | D | A | C | C anodisation | ||
| AlMg3 | A | A | C | A | C | A anodisation | ||
| AlSi1MgMn | B | B | D | A | C | A anodisation | ||
| AlZn5.5MgCu | D | C | D | A | B | B anodisation |
Aptitudes : A = Excellent, B = Bon, C = Moyen, D = Mauvais
M.C.T. ne pourra être en aucun cas être responsable de l’exploitation des données indicatives de ce document commercial