Le matriçage à chaud de l'Aluminium
Caractéristiques de l’aluminium matricé
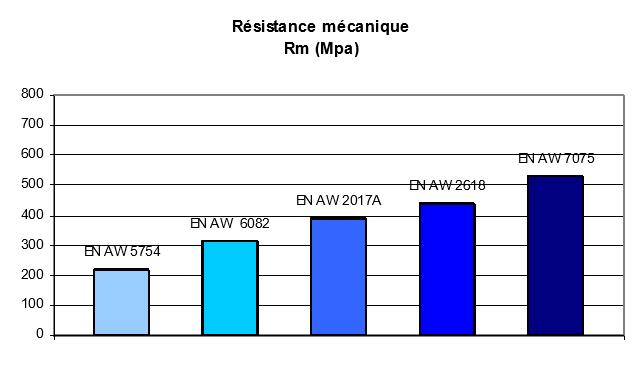
- L’aluminium matricé offre de meilleures caractéristiques mécaniques que la fonderie
- Le matriçage crée un fibrage linéaire favorable
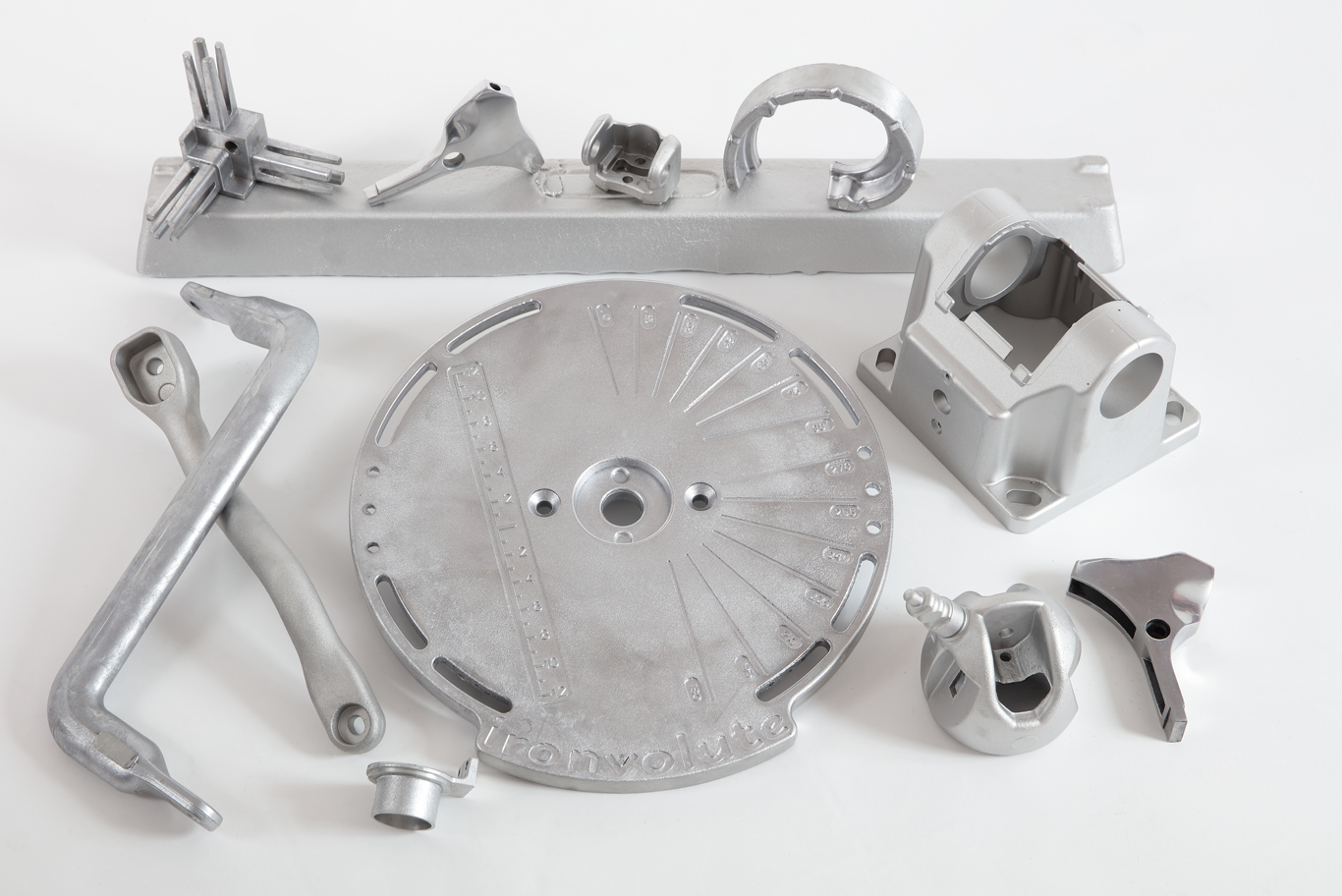
- L’aluminium matricé offre l’avantage d’une excellente santé matière, bon état de surface, pas de porosité, très bonne étanchéité
- A volume égal, l’aluminium a 34% du poids de l’acier (densité 2.7 pour 7.85)
- L’aluminium est un excellent conducteur de température, 1.8 fois mieux que le cuivre
- Le recyclage de l’aluminium est facile et économique, favorable à l’environnement
Les différentes familles d’aluminium
1000 Utilisé pour des composants mécaniques avec anodisation (électricité, chimie, agroalimentaire)
2000 Utilisé dans l’industrie dont l’aéronautique (usinage facile)
5000 Utilisé dans le bâtiment
6000 Utilisé dans l’industrie automobile et nautique (résistance à la corrosion)
7000 Utilisé dans l’armement, l’aéronautique et le sport (résistance mécanique)

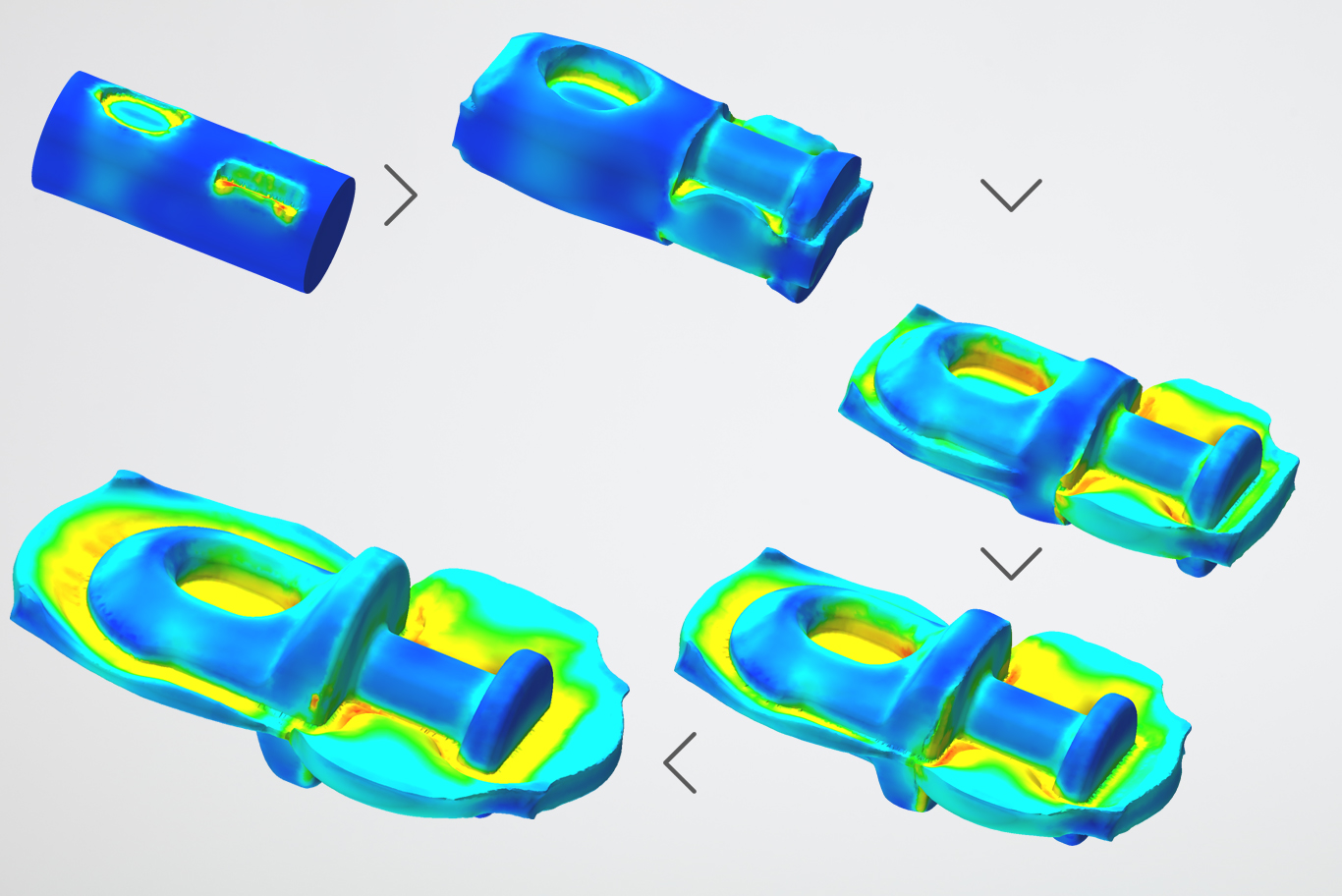
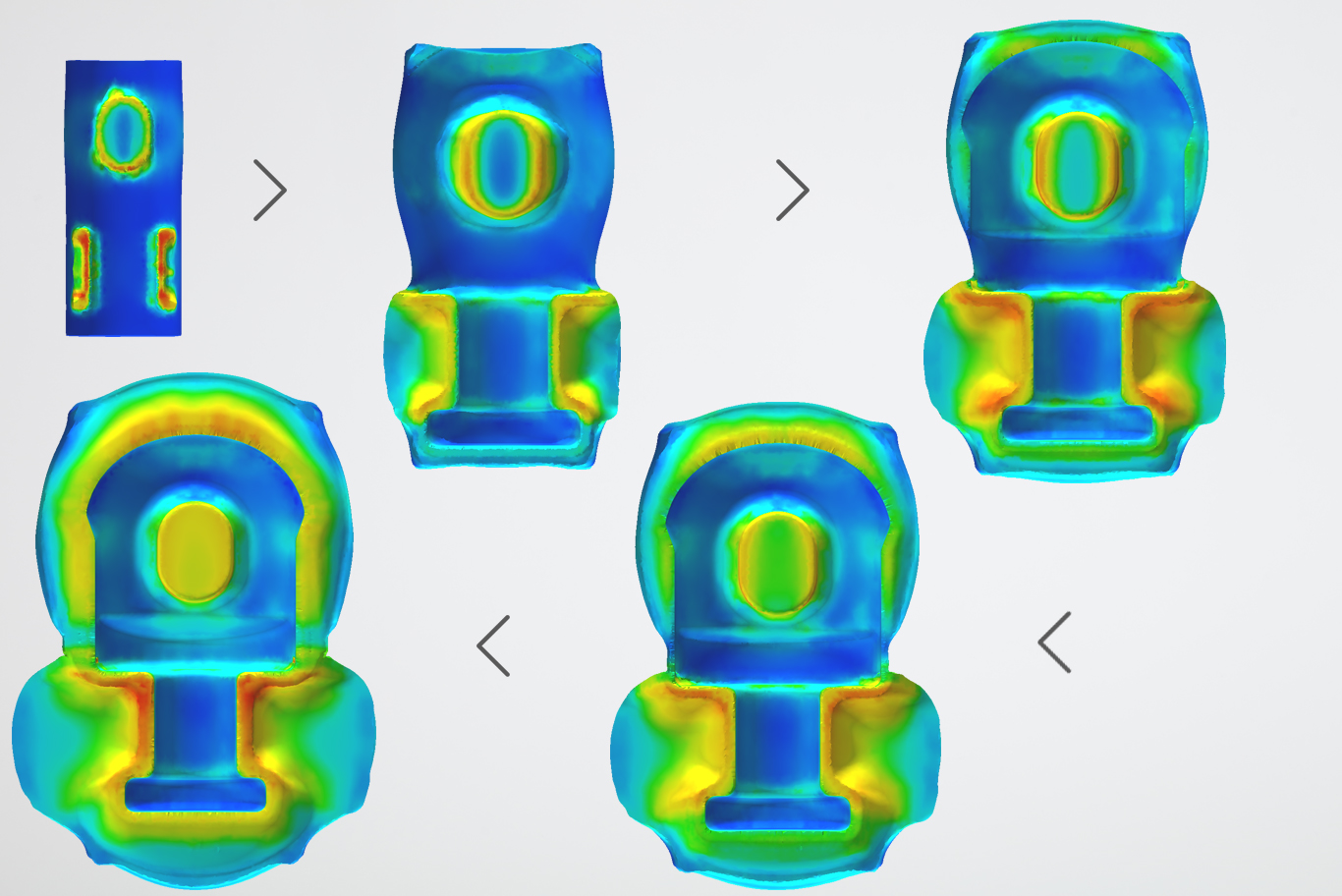
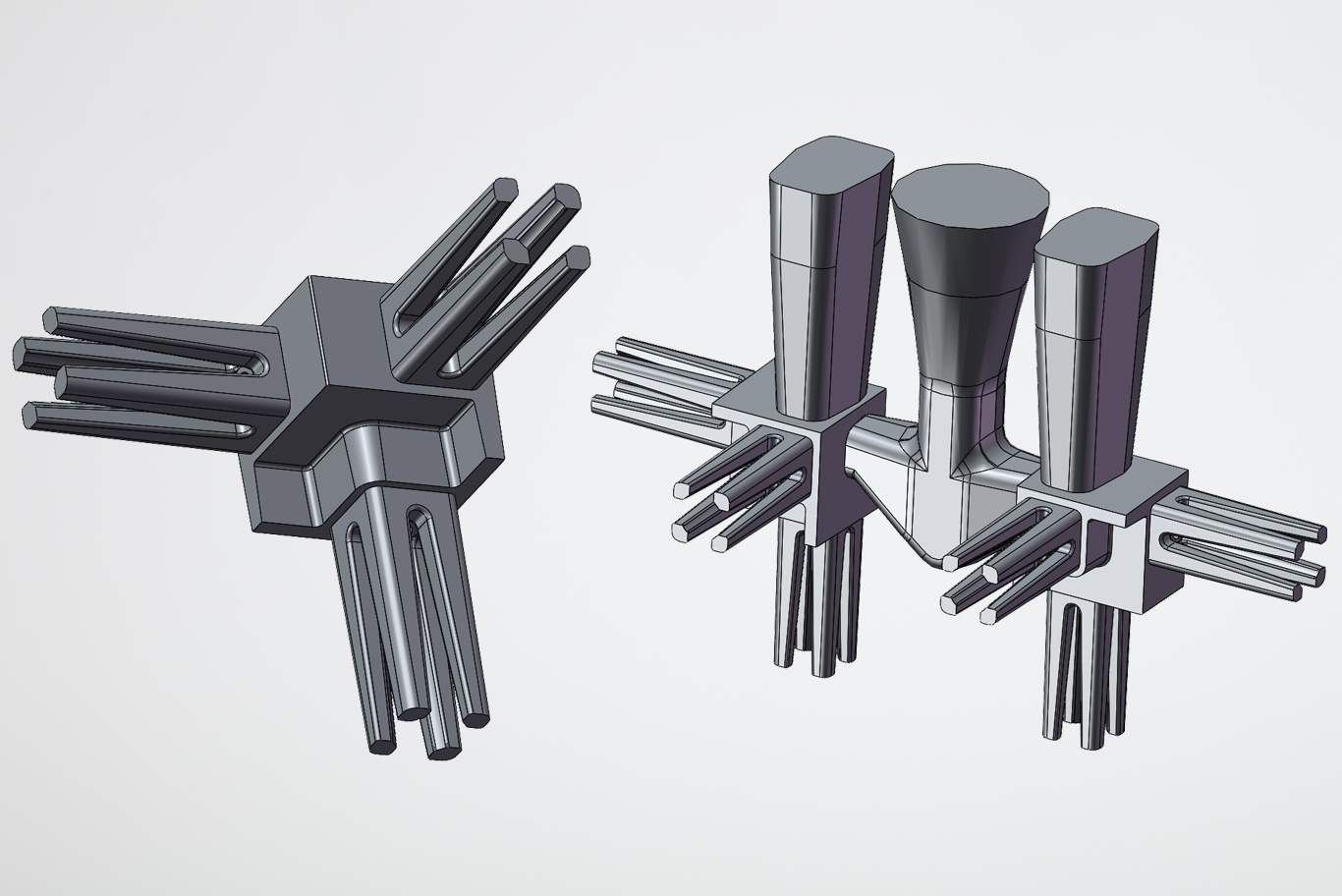
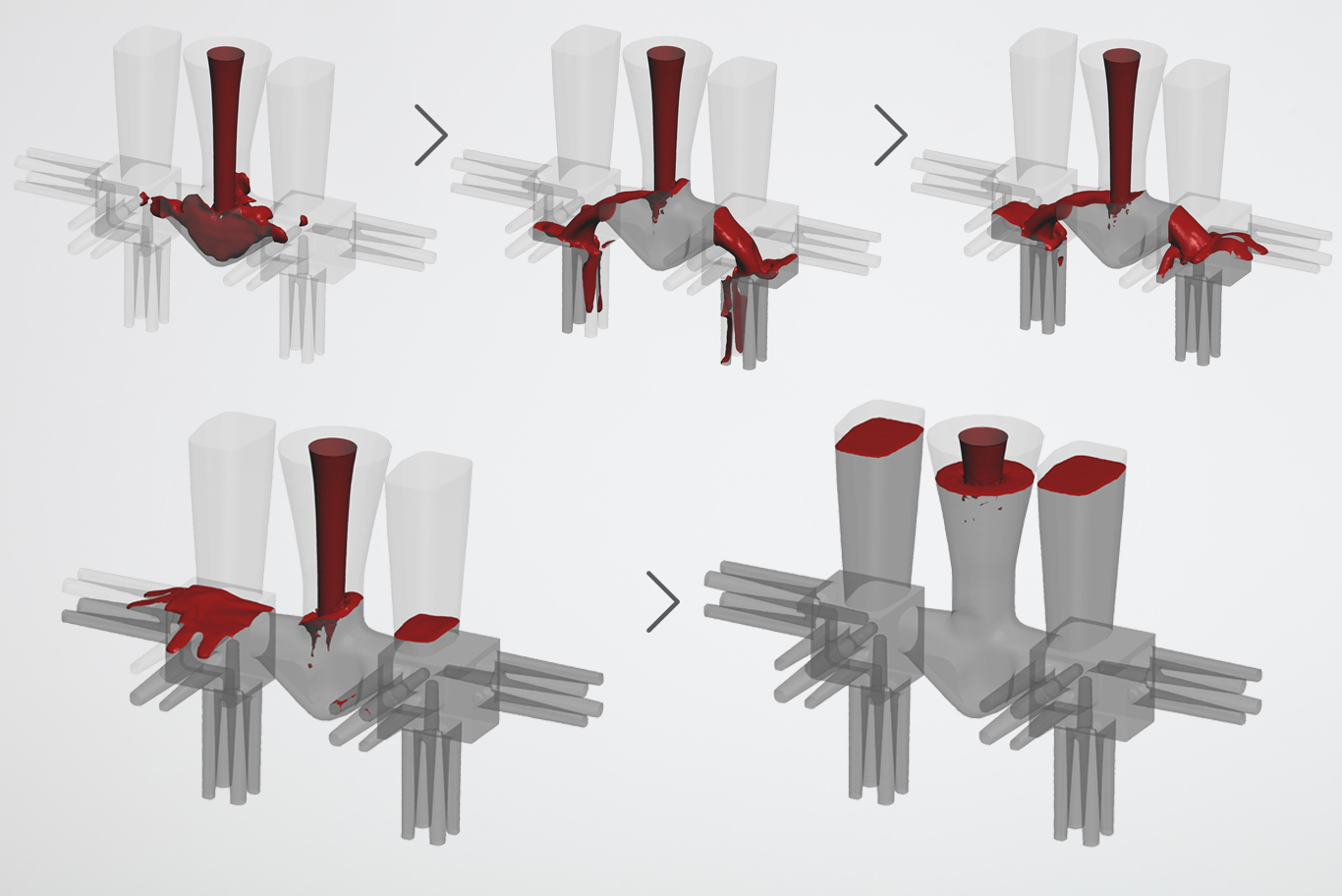
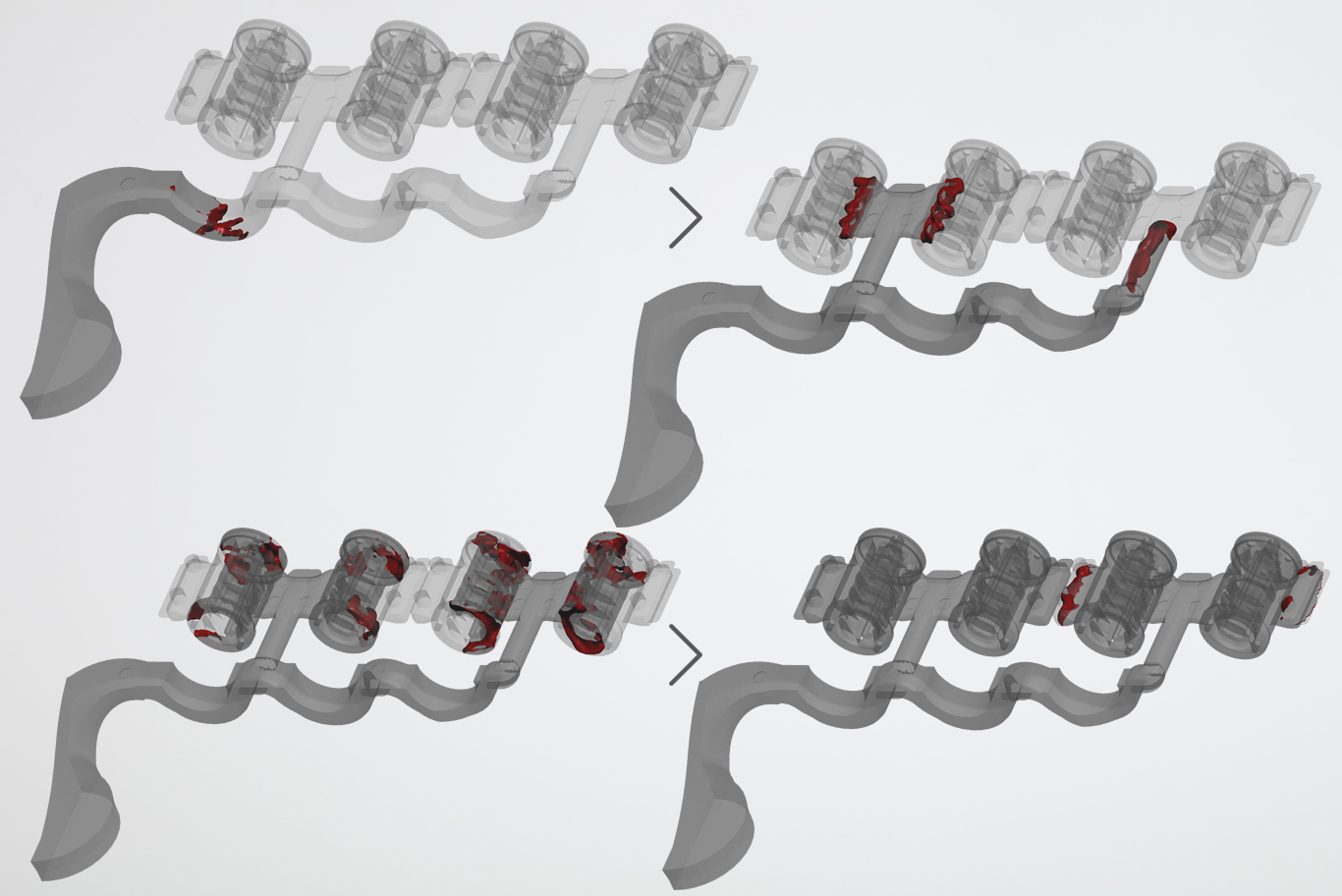
![]() Voir une vidéo de la simulation de matriçage aluminium
Voir une vidéo de la simulation de matriçage aluminium
![]() Voir plus en détail les caractéristiques des alliages non ferreux de Fonderie et de Matriçage
Voir plus en détail les caractéristiques des alliages non ferreux de Fonderie et de Matriçage
| Désignation selon Norme Européene EN 573-3 | Caractéristiques Mécaniques | Conductivité Électrique MS/s | Conductivité Thermique W(m K) | |||||
| Densité | État | Rm N/mm² | Rp 0.2 N/mm2 | A% | HB | |||
| EN AW-1050A (AI99.5) | 2.70 |
0 H18 |
60 145 |
125 |
25 3 |
20 42 |
62 | 231 |
|
EN AW-2017A - AICu4MgSi AU4G |
2.79 | T4 | 390 | 235 | 12 | 105 | 34 | 134 |
|
EN AW-2024 - AICu4Mg1 AU4G1 |
2.77 | T4 | 440 | 300 | 11 | 110 | 30 | 120 |
| EN AW-2618A - AICu2Mg1.5Ni | 2.76 | 0 | 440 | 390 | 8.5 | 135 | 16 22 |
130 160 |
|
EN AW-5754 - AIMg3 AG3 |
2.67 | 0 | 220 | 100 | 23 | 50 | 33 | 132 |
|
EN AW-6060 - AIMgSi ASG |
2.70 | T6 | 305 | 270 | 13 | 95 | 52 | 200 |
|
EN AW-6082 - AISiMgMn ASG |
2.70 | T6 | 305 | 270 | 13 | 95 | 52 | 200 |
|
EN AW-7075 - AIZn5.5MgCu AZ5GU |
2.80 | T6 | 530 | 450 | 8 | 150 | 33 | 130 |
|
EN AW-7175 - AlZn5.5MgCu(B) Aéronautique |
2.80 | T6 | 500* | 425* | 8* | 155* | ||
![]() Voir plus en détail les aptitudes des alliages de Fonderie et de Matriçage
Voir plus en détail les aptitudes des alliages de Fonderie et de Matriçage
| Désignation selon Norme Européene EN 573-3 | Coula-bilité | Usina-bilité | Souda-bilité | Polissage | Chromage | Nickelage | Étamage | Peinture (20 à 30 microns) | Argenture Dorure |
Anodisation | Rés corrosion | Domaine d'utilisation |
| EN AW-1050A (AI99.5) | A | C | A | A | B | B | A | A | B | A | A |
Utilisé pour des composants mécaniques avec anodisation (électricité, chimie, agroalimentaire) |
|
EN AW-2017A - AICu4MgSi AU4G |
B | A | D | B | B | B | A | A | B | B | C |
Utilisé dans l’industrie dont l’aéronautique |
|
EN AW-2024 - AICu4Mg1 AU4G1 |
B | A | D | B | B | B | A | A | B | B | C | Utilisé dans l’industrie dont l’aéronautique |
| EN AW-2618A - AICu2Mg1.5Ni | B | A | D | B | B | B | A | A | B | B | C |
Utilisé dans l’industrie dont l’aéronautique |
|
EN AW-5754 - AIMg3 AG3 |
B | C | A | B | B | A | A | B | A |
Utilisé dans le bâtiment |
||
|
EN AW-6060 - AIMgSi ASG |
A | C | A | A | A | A | A | A | B | A | A |
Utilisé dans l’industrie automobile et nautique (résistance à la corrosion) |
|
EN AW-6082 - AISiMgMn ASG |
A | C | A | A | A | A | A | A | B | A | A |
Utilisé dans l’industrie automobile et nautique (résistance à la corrosion) |
|
EN AW-7075 - AIZn5.5MgCu AZ5GU |
B | A | B | B | B | B | A | A | B | B | C |
Utilisé dans l’armement, l’aéronautique et le sport (résistance mécanique) |
MCT ne pourra être en aucun cas responsable de l’exploitation des données indicatives de ce document commercial